

 français
français
 English
English Deutsch
Deutsch русский
русский italiano
italiano español
español العربية
العربية 日本語
日本語 한국의
한국의 chinese
chinese






quincaillerie marine
【Blog technique de】de flux de Processus de la marine de l'hélice
【Blog technique de】de flux de Processus de la marine de l'hélice
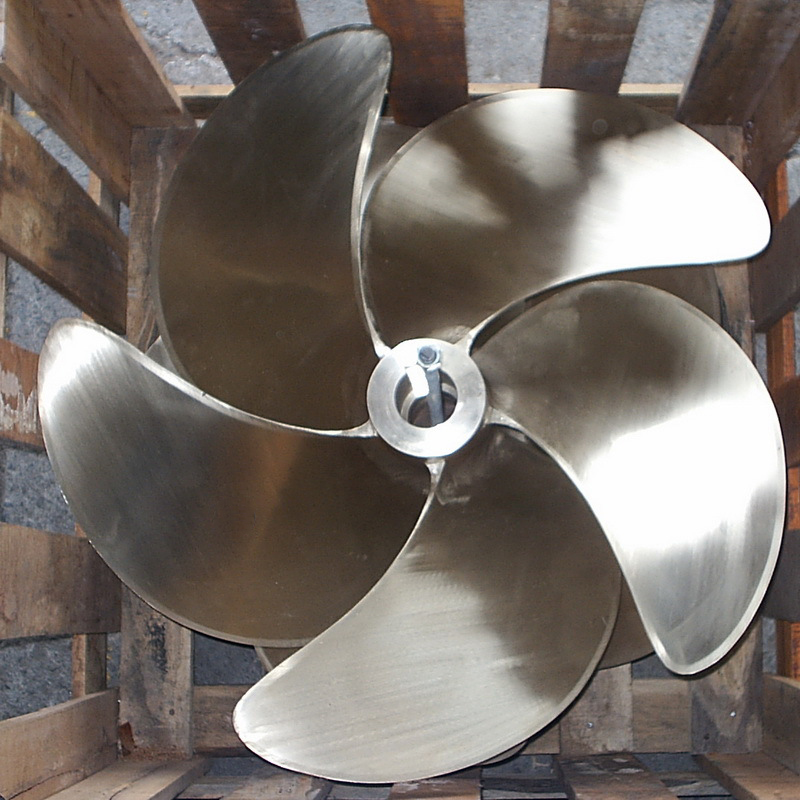
Un parfait marin propulseur sera fini comme les étapes suivantes:
① &Emsp;Moulage
② &Emsp;Coulée de métal
③ &Emsp;Vide de traitement
④ &Emsp;l'inspection du produit Fini
⑤ &Emsp;l'Installation et l'utilisation


Moulage
La hauteur de la plaque est utilisé pour gratter la spirale de la surface lors de la prise de la basse moule en sable, et sa précision affecte directement la qualité de fabrication de la raquette.
Déterminer les dimensions de la hauteur de la plaque exige non seulement la contrepartie de la hauteur de la lame, mais aussi le retrait du matériau de moulage après le coulage, l'épaisseur de la brique de table et les caractéristiques géométriques de l'hélice elle-même.
1) Calcul de la hauteur égale pas de l'hélice de la plaque
La position de la hauteur de la plaque doit être déterminé de cette manière: en plus de la lame de rayon R dans la direction radiale, la surépaisseur d'usinage de la pointe de la lame de pointe et de l'épaisseur b de la brique table qui supporte le moule de sable dans l'avenir devrait également être considéré.
Dans le même temps, retrait radial du métal devrait également être envisagée. De cette façon, le rayon de la hauteur de la plaque doit être (1+K)R+a+b; sa position circonférentielle doit être telle que l'espace en forme d'éventail formé par la hauteur de la plaque et le centre de la raquette peuvent bouclier de la projection orthographique de la zone de la lame et de laisser une certaine image.
Laissez la longueur de l'arc de la hauteur de la plaque de l, de sorte que l'essence de trouver la hauteur de la plaque est de trouver la longueur de l'arc et le déplacement de la génératrice dans la direction axiale.
2) Calcul de l'hélice à pas variable hauteur de la plaque
Il existe actuellement deux formes de hauteur variable, l'un est linéaire à pas variable, et l'autre est non-linéaire à pas variable. La première nécessite seulement deux terrain de plaques. Le terrain de jeu à la pointe est appelé l'extérieur hauteur de la plaque, et l'intérieur est appelé la hauteur intérieure de la plaque.
Le dernier, en plus de l'extérieur hauteur de la plaque, exige également un certain nombre de l'intérieur hauteur plaques, selon la taille de l'hélice et de la précision requise.
La fabrication de moules
L'hélice moule est généralement une boîte-type de moule de sable, et le plan de joint est une lame de page. Les pages sont dans le bas du bac à sable, et les feuilles sont de retour dans la partie supérieure de bac à sable.
Lors de la prise de plastiques dans le bas de la boîte de sable, d'abord compléter la surface cylindrique de la triangulaire de hauteur de la plaque, et ensuite utiliser le grattoir pour gratter la spirale de la surface de la page, en recueillant les bords inclinés de la hauteur de la plaque le long de l'axe.
Pour l'égalité-pales à pas, un seul racloir est nécessaire, et une paire de grattoirs sont nécessaires pour les parties de la radiale variable linéaire-hauteur des lames qui changent en fonction de la hauteur.
Bruts de coulée
Il existe deux méthodes de moulage de métal hélices: en haut de la coulée et le bas de la coulée.
Haut de la coulée de la méthode: Le haut de la coulée de la méthode consiste à injecter de métal fondu directement dans la cavité du moule à partir de ci-dessus la carte de montage.
L'avantage de cette méthode est que le moule est simple, l'opération est plus commode, la distribution de la température est relativement raisonnable lorsque le métal est coulé, la condensation a une certaine direction, le montage de la température est plus élevée, et de la coulée peut être bien rémunéré.
Cependant, les oxydes à la surface du métal entrer dans le casting avec le métal lors de la coulée, en particulier lorsque le métal coule, il génère des projections d'eau, est impliqué dans des bulles d'air et les impuretés, et les formes de la perdre et de la tavelure sur la surface de la coulée à une certaine profondeur, ce qui affecte la résistance mécanique de la lame.
Par conséquent, il est uniquement utilisé pour la coulée de petite taille (moins de 1 mètre de diamètre) des hélices.
En bas de la coulée de la méthode: Elle consiste à introduire le métal liquide au point le plus bas de la cavité du moule, qui est, l'extrémité inférieure du moyeu de l'hélice, afin d'éviter des défauts communs tels que les oxydes et le retrait des phénomènes se produisant à l'arrière de la lame lors de la coulée.
Hélice de traitement
Processus: coupe hors de la porte, de montage, le traitement de la fin de deux surfaces de la plaque tournante et le trou de l'arbre, de l'insertion de la clé de chemin dans le trou de l'arbre, en grattant le trou de l'arbre, le traitement de la page et le dos de la lame, etc., pour un bilan de l'expérience.
En cas de transformation, d'abord couper le montage de la porte et d'autres parties redondantes aux deux extrémités de la plaque tournante, résultant dans les deux surfaces de référence à l'avant et à l'arrière du hub, puis ennuyeux le long du centre du moyeu et de l'insertion de la clé de chemin dans le trou de l'arbre.
Ennuyeux peut être effectuée sur un tour ou d'une foreuse. Certaines grandes palettes peuvent également être traitées avec maison la verticale ou à l'horizontale ennuyeux lignes. Généralement, un modèle ou d'un axe est préparé pour vérifier la qualité du traitement.
Lame de traitement
En fonction de la lame contour tracé par l'hélice de la mesure, les pièces supplémentaires sont découpés en lots, puis la surface de la lame et la lame sont traitées.
Le traitement de la feuille de retour est basé sur la surface de la feuille.
Après la lame surface est traitée, l'utiliser comme une surface de référence pour mesurer l'épaisseur de la lame, et de déterminer l'épaisseur de la couche métallique à être retiré de l'arrière de la lame selon les exigences du dessin. Percez d'abord, et le forage de profondeur est l'épaisseur de la couche de métal.
Pour la profondeur du trou, à la cuillère la forme de la courbe de chaque section, puis retirez l'excédent de la couche de métal le long de la direction radiale de la lame.
Ce matériau parfait marine de l'hélice?
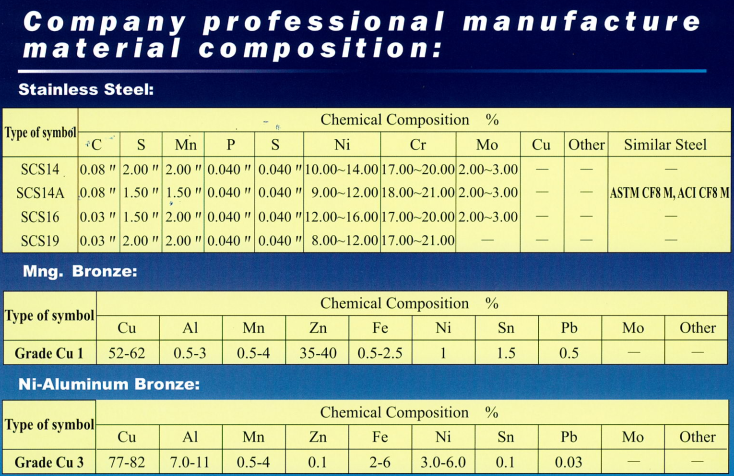
Hélice matériaux sont généralement en alliage de cuivre, de fer de fonte et d'acier de fonte, mais avec le développement de la science et de la technologie, beaucoup de nouveaux matériaux, tels que la fibre de verre et de nylon, sont également devenus l'un de l'hélice des matériaux de production. Hélice matériaux ont besoin de suffisamment de propriétés mécaniques. Il doit également être compatible avec plusieurs métaux propriétés chimiques.
Comme la plus couramment utilisée en spirale épée matériel, manganese bronze a les caractéristiques de la grande élongation, une bonne résistance aux chocs et résistance à la corrosion. Ce matériau est souvent utilisé dans la fabrication d'hélices pour navires. Cependant, ce matériau a une faible érosion de la performance.
Bronze d'aluminium est une sorte de Multi-alliage de cuivre alliage d'aluminium que le corps principal. Il ajoute le manganèse, le fer, le nickel et d'autres éléments sur la base de cuivre et de l'aluminium. En plus de ses avantages de manganese bronze, de son poids et de la fatigue sont relativement par rapport. Bas, de si gros navire à grande vitesse des hélices de l'utiliser comme matériau principal. Son inconvénient est que les exigences techniques de fusion et de coulée sont relativement élevés. Dans le même temps, les problèmes de froid, la fragilité de grandes pièces sont difficiles à traiter et coûteux.
La fonte des hélices ont un faible coût et de facilité de moulage, de sorte qu'ils sont largement utilisés dans de petits bateaux. Toutefois, en raison de la faible résistance mécanique, de la fragilité et de la précarité, et facile à être corrodé par l'eau de mer, la durée de vie est courte. Dans le même temps, sa propre section de l'épaisseur de l'ambassadeur de l'efficacité du fonctionnement de l'hélice est réduite, de sorte qu'il peut être utilisé uniquement sur les petits pays à faible vitesse des navires.
Les propriétés mécaniques et la résistance à l'impact de la fonte de l'acier hélices sont très forts, mais leur processus de moulage est uniformément difforme, ce qui rend les hélices s'écarter de la taille réelle après le traitement. Dans le même temps, la fonte, l'acier est plus sensible à l'érosion de l'eau de mer que les autres métaux, plus
La durée de vie est courte, de sorte que le champ d'application est très petit, et seulement l'alliage de nickel, alliage de titane, etc. sera utilisé pour faire de l'érosion par cavitation.
L'image ci-dessous va vous montrer quel est le type de la matière première que nous utilisons pour l'marine hélices



précédent :
entretien de la soupape de mersuivant :
spécifications cuivre jiscatégories
Messages récents

XIANG YI INTERNATIONAL LTD.
 No.873-1 GuangMing Rd Daliao Dist. Kaohsiung City Taiwan ROC.
No.873-1 GuangMing Rd Daliao Dist. Kaohsiung City Taiwan ROC.
 +88677887895
+88677887895
pour toute question concernant nos produits ou liste de prix, veuillez nous laisser et nous vous contacterons dans les 24 heures.




droits d'auteur © 2026 XIANG YI INTERNATIONAL LTD..tous les droits sont réservés. Alimenté par dyyseo.com

réseau ipv6 pris en charge

